İsti qaçış kalıbı



Qısa Təsvir:
İsti qaçış kalıbıqaçışdakı ərimənin hər zaman möhkəmlənməməsi üçün istilik cihazından istifadə edən bir növ qəlibdir. Koşucudakı plastik həmişə ərimiş vəziyyətdə olduğundan və enjeksiyon qəliblənməsi zamanı soyuducu nozzle materialının çıxarılmasına ehtiyac yoxdur. Ənənəvi kalıbdan daha qısa bir formalaşma dövrü var və daha çox xammal qənaət edir, buna görə isti qaçış kalıbı dünyanın inkişaf etmiş ölkələrində və bölgələrində geniş istifadə edilmişdir.
İsti qaçış kalıbı, qaçışdakı ərimənin hər zaman möhkəmlənməməsi üçün istilik cihazından istifadə edən bir növ qəlibdir. Koşucudakı plastik həmişə ərimiş vəziyyətdə olduğundan və enjeksiyon qəliblənməsi zamanı soyuducu nozzle materialının çıxarılmasına ehtiyac yoxdur. Ənənəvi kalıbdan daha qısa bir formalaşma dövrü var və daha çox xammal qənaət edir, buna görə isti qaçış kalıbı dünyanın inkişaf etmiş ölkələrində və bölgələrində geniş istifadə edilmişdir.
Kalıpda isti qaçışçı kalıplama sistemi, enjeksiyon kalıp sisteminin əhəmiyyətli bir dəstək alt sistemidir. Koşucudakı əridilmiş plastik materialın elektrikli isitmə ilə uzun müddət sabit temperaturda olmasını təmin edir. Enjeksiyon kalıplama yolu ilə istehsal olunan böyük ölçülü, nazik divarlı, yüksək keyfiyyətli səth hissələrinin istehsalına kömək etmək və səmərəli bir istehsal əldə etmək üçün vacib bir vasitədir.

İsti koşucu enjeksiyon kalıbı
Kalıpda isti qaçış sistemi
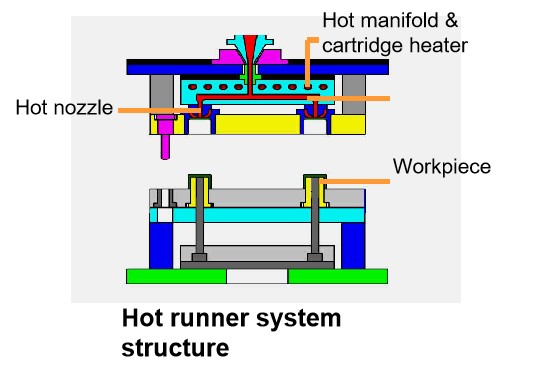
İsti qaçış sistemi quruluşu
İsti qaçış sistemi ümumiyyətlə isti nozzle, isti manifold, temperatur tənzimləyicisi və aksesuarlardan ibarətdir. İki növ isti nozzle var: açıq isti nozzle və pin valve isti burun. İsti nozzle forması isti qaçış sisteminin seçilməsini və kalıbın istehsalını birbaşa müəyyənləşdirdiyindən isti qaçış sistemi ümumiyyətlə açıq isti qaçış sistemi və pin valfi isti qaçış sisteminə bölünür. Bölücü boşqab çox boşluqlu və ya çox nöqtəli qidalanmada, tək nöqtəli qidalanmada, lakin maddi səviyyə ofsetində istifadə olunur. Material ümumiyyətlə P20 və ya H13-dir. Bölücü plitə ümumiyyətlə standart və qeyri-standart iki kateqoriyaya bölünür. Quruluşu əsasən kalıbdakı boşluğun paylanması, nozzle düzülüşü və qapı mövqeyi ilə müəyyən edilir. İstilik nəzarət qutusuna ev sahibi, kabel, konnektor və məftil kişi və dişi yuvalar və s. Daxildir. İsti qaçış aksessuarlarına adətən aşağıdakılar daxildir: qızdırıcı və termokupl, qaçış mühür halqası, bağlayıcı və qovşaq qutusu və s.

İsti qaçış sistemi növləri:
İki növ isti qaçışçı var: açıq isti qaçış sistemi və iynə qapaqlı isti qaçış sistemi. Bunlar sırasıyla açıq isti nozzle və iynə-valve isti runnerə görə adlandırılır.
1). Açıq tip
Açıq isti qaçış kalıbı sadə quruluş, yüksək material məhdudluğu, asan tel çəkmə və ip sızması, zəif səth keyfiyyəti və xaricdə Yüksək Həssas Kalıplarda az tətbiqetmə üstünlüklərinə malikdir. Eyni qəlib müxtəlif istehsalçıların iynə klapanları ilə qarışdırıla bilər. Açıq isti qaçışçı iki hissəyə bölünə bilər: böyük su limanı isti qaçışçı və nöqtə qapısı isti qaçışçı. Nöqtə qapısının isti qaçışı, adından da göründüyü kimi, nöqtə qapısının qapısı çox kiçikdir, ümumiyyətlə cəmi 80 teldir, məhsul səthi çox hamar, kiçik məhsulların enjekte edilməsi üçün uygundur. Böyük qapı isti qaçışçı böyük məhsullara yeridilməsi üçün uyğun olan böyük qapı və böyük enjeksiyon həcminə malikdir
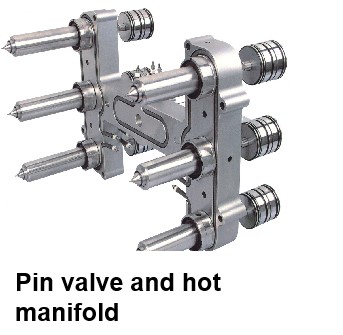
2). Vana tipi
Pin klapan tipli isti qaçış materiala qənaət edir, plastik hissələrin səthi gözəldir, daxili keyfiyyət yığcamdır və gücü yüksəkdir. Dünyada iki əsas iynə klapanlı isti qaçışçı var (enjeksiyon prinsipinə görə): silindr tipi və yay tipi.
Yay tipi ilə silindr tipi arasındakı fərq, zaman ardıcıllığını idarə edə bilməməsi və qaynaq izi problemini həll edə bilməməsidir. Kiçik diametrli aşınmaya davamlı nozzilər, yaylı pin klapanlar və daxili isitmə nozzlelər hazırlanmışdır.

İsti qaçışçı necə işləyir?
Qızdırıcı çubuq və istilik halqası qaçışçının yaxınlığında və ya mərkəzində yerləşdiyindən, nozzle çıxış hissəsindən enjeksiyon kalıplama maşınının qapısına qədər olan bütün qaçışçı yüksək temperatur vəziyyətindədir və bu da qaçışdakı plastik bir ərimədə saxlayır. dövlət. Bu səbəbdən isti qaçış texnologiyasına bəzən istilik borusu lavabosu sistemi və ya qaçaq kalıplama deyilir. İsti qaçış sistemi ümumiyyətlə isti nozzle, distribyutor, temperatur nəzarət qutusu və aksesuarlardan ibarətdir.
İsti qaçışçının xüsusiyyətləri
İsti qaçış kalıp sistemi texnologiyasının tətbiqi getdikcə daha olgunlaşır. Enjeksiyon tökmə sənayesinin inkişafına kömək edən bir çox üstünlükləri var. Tətbiqdə nəzərə almalı olduğumuz bəzi çatışmazlıqlar da var.
İsti qaçış sistemi qəlibinin üstünlüyü
A. Böyük miqyaslı məhsullar üçün uyğundur
Böyük ölçüdə, enjeksiyon həcmi və hissələrin geniş sahəsi olduğundan plastikləri ümumi enjeksiyon qəlibində saxlamaq və boşluğu yüksək temperaturda ərimə vəziyyətində doldurmaq çətindir. Tam enjeksiyon kalıplamasını təmin etmək üçün isti qaçışçı çox nöqtəli enjeksiyondan istifadə edilməlidir.
B. Forması çətin obyektlər üçün uyğundur
Yüksək viskozite, aşağı viskozite, yüksək qəlibləmə temperaturu. İsti qaçış sistemi bu problemləri həll edə bilər. Məsələn: metal toz enjeksiyonu, keramika toz enjeksiyonu, plastik maqnit enjeksiyonu, plastik yataq enjeksiyonu, termoplastik kauçuk (TPE). C. Maliyyəyə qənaət
İsti qaçış enjeksiyonu, nozzle və qaçış tullantıları yoxdur, çox maddi xərclərə qənaət edir.
D. Enjeksiyon təzyiqini azaldın, enerjiyə qənaət edin, enjeksiyon kalıplama maşınının məhsuldarlığını artırın, kalıbın aşınmasını azaltın.
E. Yüksək sürətli enjeksiyon üçün uygundur. Yüksək sürətli enjeksiyon kalıplama, yalnız fincan və konteynerlər kimi nazik divarlı məhsulların istehsal səmərəliliyini artırır.
F. Məhsul keyfiyyətinin yaxşılaşdırılması
İsti qaçış kalıbının formalaşması prosesində plastik ərimənin temperaturu isti qaçış sistemi tərəfindən dəqiq şəkildə idarə olunur. Plastiklər hər bir boşluğa daha bərabər axa bilər və nəticədə eyni keyfiyyətdə hissələr yaranır. İsti qaçış hissələri yaxşı keyfiyyətə, aşağı qalıq stresə və demouldinqdən sonra kiçik deformasiyaya malikdir. Bazarda bir çox yüksək keyfiyyətli məhsul isti qaçış qəlibləri tərəfindən istehsal olunur. Motorola telefonlarında, HP printerlərində və Dell noutbuklarında bir çox plastik hissələr isti qaçış qəlibləri ilə hazırlanır.
G. İstehsal avtomatizasiyasının təşviqi
Hazır məhsul isti qaçış kalıbı ilə əmələ gəlir, qapını düzəltməyə ehtiyac yoxdur və soyuq qaçış təkrar emal olunur. İstehsalın avtomatlaşdırılması üçün əlverişlidir. Bir çox xarici istehsalçı isti qaçışı avtomatlaşdırma ilə birləşdirir və bu da istehsalın səmərəliliyini xeyli artırır.
İsti qaçış sistemi qəlibinin çatışmazlığı
Soyuq qaçış kalıbı ilə müqayisədə isti qaçış kalıbının çatışmazlıqları aşağıdakı aspektlərdə ümumiləşdirilmişdir.
A. Kalıp Maliyetinin Artırılması İsti qaçış komponentləri daha bahalıdır və isti qaçış kalıplarının dəyəri əhəmiyyətli dərəcədə arta bilər. Parça çıxışı kiçik və kalıp maya nisbəti yüksəkdirsə, qənaətcil deyil.
B. Yüksək avadanlıq tələbləri İsti qaçış kalıbının dəqiq işlənməsi tələb olunur. İsti qaçış sistemi və kalıbın inteqrasiyası və koordinasiyası çox sərtdir, əks halda qəlib istehsalı prosesində çox ciddi problemlər yaranacaqdır.
C. Kompleks istismar və təmir
Soyuq qaçış kalıbı ilə müqayisədə isti qaçış kalıbının istismarı və istismarı kompleksdir. Yanlış istifadə edildikdə, isti qaçış hissələrinin zədələnməsi asandır və istehsal edilə bilməz, bu da böyük iqtisadi itkilərə səbəb olur.
Ümumiyyətlə, isti qaçış kalıpları, kalıbın işlənməsi texnologiyası və enjeksiyon avadanlığı texnologiyası ilə birlikdə yüksək məhsuldarlığı və yüksək keyfiyyətli məhsulları sayəsində getdikcə daha geniş istifadə edilmişdir.
İsti qaçışçı tökmə tətbiqi
1. Böyük ölçülü hissələr üçün
Ölçüləri 300 mm-dən çox olan hissələr üçün, plastik enjeksiyonun həcmi və sahəsi böyük olduğundan, daha böyükdür. Əriyən plastik çox sürətlə soyudulursa, boşluğun doldurulması kifayət deyil, yapışqan və içbükey çatışmazlığı ilə nəticələnir. Lavabo və açıq-aydın birləşmə xətti və ya temperatur fərqi parçaların büzülməsinə və deformasiyaya uğramasına səbəb ola biləcək qədər böyükdür. Buna görə isti qaçış əlavə etmək, enjekte edilmiş maye plastiklərin uzun müddət sabit temperaturda olmasını və ərimənin tez və tam doldurulmasını təmin edəcəkdir. Boşluq və stresi sürətlə azad edin, keyfiyyətli məhsullar əldə edin. Bu məhsullara aşağıdakılar daxildir: plastik saxlama qutusu, dövriyyə qutusu, plastik palet, avtomobil panel, bamper və s.
2. İncə divarlı hissələr üçün
Qalınlığı 1,0 mm-dən az olan nazik divarlı hissələr üçün istilik yayılması sürətli və soyutma sürətlidir, ərimənin doldurulması asan deyil və ya hava nişanları və ciddi deformasiya meydana gəlməsi çox asandır. Əriyən yapışdırıcının doldurma sürəti, isti əridici istifadə edərək artırıla bilər ki, bu da ərimiş yapışqanın doldurma sürətinə faydalıdır. Hissələr tamamilə formalaşmışdır. Bu məhsullara mobil telefon qabığı, panel və s. Daxildir. İsti qaçış kalıbı yüksək sürətli enjeksiyon maşını (bütün elektrikli enjeksiyon maşını) ilə birləşirsə, hissələrin ən incə ölçüsü 0,30 mm-dən 0,50 mm-ə qədər ola bilər.
3. Yüksək keyfiyyətli görünüş hissələri üçün istifadə olunur: lampa kölgəsi, lampa boncukları,
Avtomobil abajurları və LED boncuklar kimi yüksək keyfiyyətli xarici hissələr yüksək optik şəffaflıq tələb edir və rəng və hava izində qüsurlar ola bilməz; alət yüksək işıqlı şəffaf panel, eləcə də güzgü məişət texnikası qabığı; böyük ölçü Elektrik avadanlığının xarici örtüyü hissələrin səthində yapışqan bəsləmə nöqtələri ilə təchiz olunmalıdır, lakin yapışqanla qidalandırma izlərinə icazə verilmir.
4. Struktur kompleks hissələr üçün istifadə olunur
Bu tip məhsullar əsasən məhsulun ehtiyacından qaynaqlanır, içəridə pilləkənlər və qabırğalar çoxdur və ərimənin axın yolu iki tərəfli, mürəkkəb və doldurulması çətindir. Bir çox çıraq çərçivəsi var.
5. Akıcılığı zəif olan hissələr üçün
Plastiklərin xüsusiyyətlərini yaxşılaşdırmaq və yaxşılaşdırmaq üçün plastiklərə şüşə lif, alov gecikdirici, metal toz, karbon tozu və anti-ultrabənövşəyi qatqılar əlavə edəcəyik. Bu, hissələrin ölçülü stabilliyini və sintezini və mexaniki xüsusiyyətlərini, yanğına davamlılığını, elektrik xüsusiyyətlərini və qocalma müqavimətini yaxşılaşdırır. Məsələn, açıq qovşaq qutusu, rabitə məhsulu qabığı, məişət texnikası qabığı və hissələri üçün istifadə olunur.
6. Böyük partiyalı hissələr üçün
Böyük partiyalı hissələrin maliyə nəzarəti çox vacibdir. Enjeksiyon kalıplama müddətini qısaltmaq və nozzle hissəsinin gətirdiyi xərcdən qaçınmaq üçün isti qaçış qəliblərindən tez-tez istifadə olunur.
Mestech şirkəti, qəlib istehsalı və enjeksiyon istehsalının müxtəlif plastik hissələrində ixtisaslaşmışdır. Şəffaf abajur, böyük plastik qabıq və çox boşluqlu enjeksiyon qəlibləri üçün isti qaçaq kalıbı istehsalında zəngin təcrübə toplamışıq. Bu sahədə əməkdaşlıq etmək və sizə xidmət etmək fürsətini gözləyirik. Zəhmət olmasa bizimlə əlaqə saxlayın.
İsti qaçışçının xüsusiyyətləri İsti qaçış kalıp sistemi texnologiyasının tətbiqi getdikcə daha yetkin hala gəlir. Enjeksiyon tökmə sənayesinin inkişafına kömək edən bir çox üstünlükləri var. Tətbiqdə nəzərə almalı olduğumuz bəzi çatışmazlıqlar da var. İsti qaçış sistemi qəlibinin üstünlüyü
A. Böyük miqyaslı məhsullar üçün uyğundur Böyük ölçüsü, enjeksiyon həcmi və hissələri geniş olduğu üçün plastikləri ümumi enjeksiyon qəlibində saxlamaq və boşluğu yüksək temperaturda ərimə vəziyyətində doldurmaq çətindir. Tam enjeksiyon kalıplamasını təmin etmək üçün isti qaçışçı çox nöqtəli enjeksiyondan istifadə edilməlidir.
B. Forması çətin obyektlər üçün yüksək viskozite, aşağı viskozite, yüksək qəlibləmə temperaturu üçün uygundur. İsti qaçış sistemi bu problemləri həll edə bilər. Məsələn: metal toz enjeksiyonu, keramika toz enjeksiyonu, plastik maqnit enjeksiyonu, plastik yataq enjeksiyonu, termoplastik kauçuk (TPE).
C. Maliyet qənaəti İsti qaçış enjeksiyonu, nozzle yox, qaçaq tullantıları yoxdur, çox maddi xərclərə qənaət edir.
D. Enjeksiyon təzyiqini azaldın, enerjiyə qənaət edin, enjeksiyon kalıplama maşınının məhsuldarlığını artırın, kalıbın aşınmasını azaltın.
E. Yüksək sürətli enjeksiyon üçün uygundur. Yüksək sürətli enjeksiyon kalıplama, yalnız fincan və konteynerlər kimi nazik divarlı məhsulların istehsal səmərəliliyini artırır.
F. Məhsulun keyfiyyətinin yaxşılaşdırılması İsti qaçış kalıbının formalaşması prosesində plastik ərimənin temperaturu isti qaçış sistemi tərəfindən dəqiq şəkildə idarə olunur. Plastiklər hər bir boşluğa daha bərabər axa bilər və nəticədə eyni keyfiyyətdə hissələr yaranır. İsti qaçış hissələri yaxşı keyfiyyətə, aşağı qalıq stresə və demouldinqdən sonra kiçik deformasiyaya malikdir. Bazarda bir çox yüksək keyfiyyətli məhsul isti qaçış qəlibləri tərəfindən istehsal olunur. Motorola telefonlarında, HP printerlərində və Dell noutbuklarında bir çox plastik hissələr isti qaçış qəlibləri ilə hazırlanır.
G. İstehsal otomasyonunun təşviqi Hazır məhsul isti qaçış kalıbı ilə meydana gəlir, qapını düzəltməyə ehtiyac yoxdur və soyuq qaçış təkrar emal olunur. İstehsalın avtomatlaşdırılması üçün əlverişlidir. Bir çox xarici istehsalçı isti qaçışı avtomatlaşdırma ilə birləşdirir və bu da istehsalın səmərəliliyini xeyli artırır.
İsti qaçış sistemi kalıbının qısaldılması Soyuq qaçış kalıbı ilə müqayisədə isti qaçış kalıbının çatışmazlıqları aşağıdakı aspektlərdə ümumiləşdirilmişdir.
A. Kalıp Maliyetinin Artırılması İsti qaçış komponentləri daha bahalıdır və isti qaçış kalıplarının dəyəri əhəmiyyətli dərəcədə arta bilər. Parça çıxışı kiçik və kalıp maya nisbəti yüksəkdirsə, qənaətcil deyil.
B. Yüksək avadanlıq tələbləri İsti qaçış kalıbının dəqiq işlənməsi tələb olunur. İsti qaçış sistemi və kalıbın inteqrasiyası və koordinasiyası çox sərtdir, əks halda qəlib istehsalı prosesində çox ciddi problemlər yaranacaqdır.
C. Kompleks istismar və təmir Soyuq qaçış kalıbı ilə müqayisədə isti qaçış kalıbının istismarı və istismarı mürəkkəbdir. Yanlış istifadə edildikdə, isti qaçış hissələrinin zədələnməsi asandır və istehsal edilə bilməz, bu da böyük iqtisadi itkilərə səbəb olur.
Ümumiyyətlə, isti qaçış kalıpları, kalıbın işlənməsi texnologiyası və enjeksiyon avadanlığı texnologiyası ilə birlikdə yüksək məhsuldarlığı və yüksək keyfiyyətli məhsulları sayəsində getdikcə daha geniş istifadə edilmişdir.
İsti qaçışçı qəlibinin tətbiqi 1). Böyük ölçülü hissələr üçün Ölçüləri 300 mm-dən çox olan hissələr üçün, plastik enjeksiyonun həcmi və sahəsi böyük ölçüdə olduğundan daha böyükdür. Əriyən plastik çox sürətlə soyudulursa, boşluğun doldurulması kifayət deyil, yapışqan və içbükey çatışmazlığı ilə nəticələnir. Lavabo və açıq-aydın birləşmə xətti və ya temperatur fərqi parçaların büzülməsinə və deformasiyaya uğramasına səbəb ola biləcək qədər böyükdür. Buna görə isti qaçış əlavə etmək, enjekte edilmiş maye plastiklərin uzun müddət sabit temperaturda olmasını və ərimənin tez və tam doldurulmasını təmin edəcəkdir. Boşluq və stresi sürətlə azad edin, keyfiyyətli məhsullar əldə edin. Bu məhsullara aşağıdakılar daxildir: plastik saxlama qutusu, dövriyyə qutusu, plastik palet, avtomobil panel, bamper və s. 2). İncə divarlı hissələr üçün Qalınlığı 1,0 mm-dən az olan nazik divarlı hissələr üçün istilik yayılması sürətli və soyutma sürətlidir, ərimənin doldurulması asan deyil və ya hava nişanları və ciddi deformasiya meydana gətirmək çox asandır. Əriyən yapışdırıcının doldurma sürəti, isti əridici istifadə edərək artırıla bilər ki, bu da ərimiş yapışqanın doldurma sürətinə faydalıdır. Hissələr tamamilə formalaşmışdır. Bu məhsullara mobil telefon qabığı, panel və s. Daxildir. İsti qaçış kalıbı yüksək sürətli enjeksiyon maşını (bütün elektrikli enjeksiyon maşını) ilə birləşirsə, hissələrin ən incə ölçüsü 0,30 mm-dən 0,50 mm-ə qədər ola bilər. 3). Yüksək keyfiyyətli görünüş hissələri üçün istifadə olunur: lampa kölgəsi, lampa boncukları, Avtomobil abajurları və LED boncuklar kimi yüksək keyfiyyətli xarici hissələr yüksək optik şəffaflıq tələb edir və rəng və hava izi qüsurları ola bilməz; alət yüksək işıqlı şəffaf panel, eləcə də güzgü məişət texnikası qabığı; böyük ölçü Elektrik avadanlığının xarici örtüyü hissələrin səthində yapışqan bəsləmə nöqtələri ilə təchiz olunmalıdır, lakin yapışqanla qidalandırma izlərinə icazə verilmir. 4). Struktur mürəkkəb hissələr üçün istifadə olunur Bu tip məhsullar əsasən məhsulun ehtiyacından irəli gəlir, içəridə bir çox pilləkən və qabırğa vardır və ərimənin axın yolu iki tərəfli, mürəkkəb və doldurulması çətindir. Bir çox çıraq çərçivəsi var. 5). Akışkanlığı zəif olan hissələr üçün Plastiklərin xüsusiyyətlərini yaxşılaşdırmaq və yaxşılaşdırmaq üçün plastiklərə şüşə lif, alov gecikdirici, metal toz, karbon tozu və anti-ultrabənövşəyi qatqılar əlavə edəcəyik. Bu, hissələrin ölçülü stabilliyini və sintezini və mexaniki xüsusiyyətlərini, yanğına davamlılığını, elektrik xüsusiyyətlərini və qocalma müqavimətini yaxşılaşdırır. Məsələn, açıq qovşaq qutusu, rabitə məhsulu qabığı, məişət texnikası qabığı və hissələri üçün istifadə olunur. 6). Böyük partiyalı hissələr üçün Böyük partiyalı hissələrin maliyə nəzarəti çox vacibdir. Enjeksiyon kalıplama müddətini qısaltmaq və nozzle hissəsinin gətirdiyi xərcdən qaçınmaq üçün isti qaçış qəliblərindən tez-tez istifadə olunur.
Mestech şirkəti, qəlib istehsalı və enjeksiyon istehsalının müxtəlif plastik hissələrində ixtisaslaşmışdır. Şəffaf abajur, böyük plastik qabıq və çox boşluqlu enjeksiyon qəlibləri üçün isti qaçaq kalıbı istehsalında zəngin təcrübə toplamışıq. Bu sahədə əməkdaşlıq etmək və sizə xidmət etmək fürsətini gözləyirik. Zəhmət olmasa bizimlə əlaqə saxlayın.





